20
2021-12
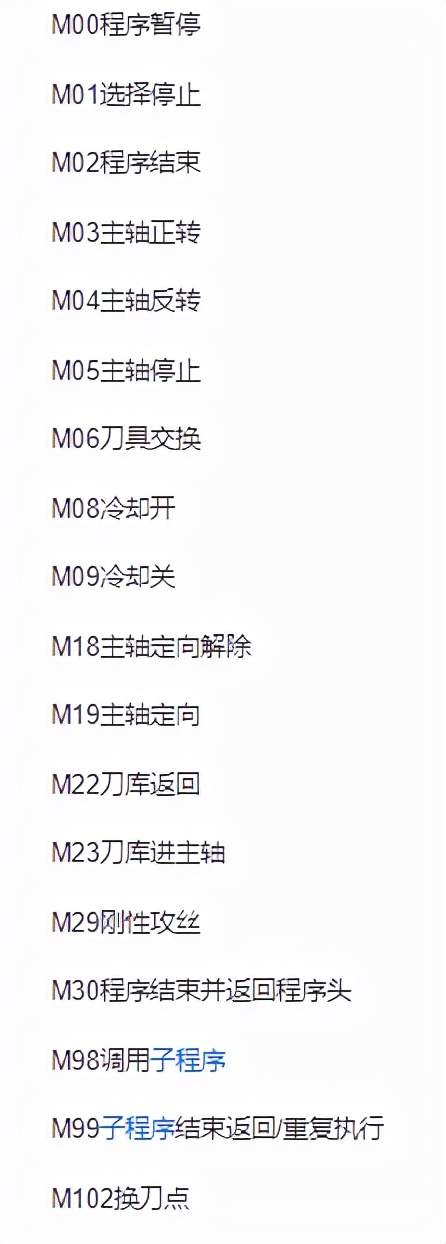
数控机床编程开发历史
计算机数字控制( 数控 )机器自动铣床,使工业部件没有人力援助。 这是可能的,因为数控机床是美联储系列电脑控制器的指令传送到内部。 这些指令是在语言形式的代码,属于数控编程。编程代码中使用 数控机床是通常称作G代码 。 然而,G代码指令只的编程语言的一部分。 具体来说,G代码给数控机床的坐标,从中把握和从事加工工具,以减少和形状的金属一定的规格。 在整个操作的代码用系列 数控 机床还包括M -码和T -代码